In 1964, Phil Knight started selling imported high-quality, affordable athletic shoes out of his car. He earned $8,000 in his first year. In 2015, Nike earned $30.6 billion. And in April 2016, Phil Knight published his memoir, Shoe Dog, in which he wrote with humour and honesty about the trials and tribulations he – and Nike – faced over that half-century.
Shoe Dog by Phil Knight is an excellent read for any entrepreneur
Shoe Dog is an extremely well-written memoir, an absorbing story full of interesting, eccentric characters and exciting twists. But it also contains plenty of lessons for the entrepreneur. If you are looking for inspiration, motivation and reassurance as you grow your business, I highly recommend you add Shoe Dog to your personal library. I have found it an excellent resource on my own entrepreneurial journey.
Here are eight entrepreneurship lessons I got from Phil Knight’s story.
At its core, entrepreneurship is a leap of faith. Not all ideas will work out. Evaluate them objectively, discuss with experts, make a plan. But a day will come when you have to stop thinking and take that first step. As Nike’s tagline says, ‘Just do it.’
Problems come up all the time – from competitors to new technology, from regulations to finance, from supply issues to weather conditions. The problems of maturing companies are different from those of start-ups. But there’s never a time when all the problems disappear. Accept this and face each challenge with courage.
Bill Bowerman, an eminent running coach and part of Nike’s story from the time it was still Blue Ribbon Sports, figured out how to reduce the weight of a shoe by one ounce, saving 55 pounds over a mile. That philosophy of iterative improvement has driven Nike ever since. As the pace of technology development gets ever more feverish, embedding the innovative mindset in the DNA of the company is essential to stand out from the competition.
Five interrelated factors cause a company to lose its way: lack of trust; fear of conflict; lack of commitment; avoidance of accountability; and inattention to results. Entrepreneurship is full of uncertainty. A team that believes in the vision and faces these challenges unitedly is vital to come out of the tough situations. It isn’t that everyone in the company agrees about everything; rather, it is that everyone knows that they all want the company to succeed and views their disagreements in that light. When a company is young and fragile, trust is the glue that holds it together.
Knight gives multiple instances of product recalls due to quality issues, mistakes that he made and decisions that, with the benefit of hindsight, could have been better. Nike treated their customers with respect by acknowledging errors, both internally and in public. Nobody is perfect, but when the internal culture of trust is matched by honesty to customers, the circle of trust can buoy a company through some very tough times.
One interesting fact is that it was Employee No. 1, Jeff Johnson, who came up with the name ‘Nike’. Throughout the book, Knight praises Johnson, Bowerman, legal counsel Rob Strasser, first COO Bob Woodell and many others, including his wife. Knight rarely mentions his own contributions once the company is more than just a car boot shoe sale. But he was the CEO – how likely is it that he didn’t contribute anything? It’s not an accident that Knight plays down his own role. He knows that success, like sports, is a team effort – and he never forgets to show appreciation for his teammates.
Entrepreneurship is demanding. Because the problems never stop coming, you will be tempted to never stop working. But you can’t look after your business if you aren’t around or aren’t in good health. An activity unrelated to work is an excellent way to get a clear, fresh perspective on seemingly insoluble issues. Phil Knight loved running, and running was his outlet. By finding a relief valve and paying attention to your own physical and mental health, you can be energized to keep going, no matter what.
For almost the first decade of Nike’s existence, Knight had to work other jobs to support himself. Suppliers ignored or shot down the company’s product ideas. Its first attempt to raise capital was a monumental failure. Advertising flyers got no response. But the team didn’t give up. As an entrepreneur, it’s easy to get disheartened. But if there’s one lesson from Shoe Dog that every entrepreneur should hold on to, it’s this: never stop.
Let everyone else call your idea crazy…just keep going. Don’t stop. Don’t even think about stopping until you get there, and don’t give much thought to where “there” is. Whatever comes, just don’t stop.
-Phil Knight, ‘Shoe Dog’

Las Vegas hosted the 2023 edition of the Consumer Electronics Show last week (Jan 5-8) and representatives from Podrain were there.
It was great to see products we have worked on, showcased. (Some of our customers participated in the show). We also saw many innovative products and product ideas and hope to find a way to contribute to making them a reality.

A Cool Robot on display at CES
As the premiere event for the industry in the world, CES attracts visitors from around the world. Even those new to the USA could navigate the event easily. The transport, logistics, and general flow of events were all professional and made the experience very smooth. Of course, with the location being Vegas, there were many attractions and entertainments outside the exhibition venue too.

India Pavilion at CES was at a prominent location
India had a good presence through the India pavilion. Since it was also the hall with new electronics products and gadgets as well as award winners were showcased, our capabilities got a lot of exposure. However, the participation from larger firms or even some of our MSME peers was quite limited.
In comparison, China and Taiwan have a significant presence at the event. Speaking to potential customers, especially those based in the USA and Europe, we realised they aren’t aware of India’s capabilities as a manufacturing partner in Electronics. China, Taiwan and Eastern Europe, in that order, are top-of-mind destinations. So the current India presence was a good move and there is a huge opportunity for Indian companies to pitch their services since many of these companies are looking to diversify their supply locations.
All in all, it was a pleasure and a great learning experience to attend CES. The electronics manufacturing services industry’s future seems bright! And at the next CES, we will hope to have many more product displays by our customers.


India
Entrepreneurship is all about making decisions and one of the key decisions every manufacturing entrepreneur faces is the best location and layout for the plant or factory. Should it be in a city, semi-urban or industrial area? Is proximity to an employee pool, educational centres and public transport important? What about public utilities? Taxation and incentives? Which amenities are likely to be most vital to success?
We’ve been thinking about this at Podrain and went back to basics on it.
Plant location is a strategic decision that is nearly impossible to change without incurring considerable losses. The ideal location is one that minimizes the cost of production, supports a large market share, maximises social benefit and eliminates risk. Locational analysis that takes into account demographics, trade area (availability of and access to customers), competitive, economic and traffic analyses and can help determine the right location.
A location in which some costs are higher may still be the best choice if it maximises net advantage, i.e., its overall unit cost of production is lowest.
Here are some things we are considering when selecting a suitable location for a factory:
Not all these considerations carry equal weight. For example, government incentives cannot compensate for poor public infrastructure. Running costs at a plant can contribute significantly to the overall cost of manufacturing, and poor location selection can cause a business to fail as its growth and efficiency are constrained.
MSMEs like us often do not have the financial or operational capacity to compensate for the shortcomings of public infrastructure , so our ability to adjust to an unsupportive environment is extremely low, particularly in the early stages of the manufacturing journey.
Is there something else we should include? What is your experience. Do write to us or add your comments to let us know.




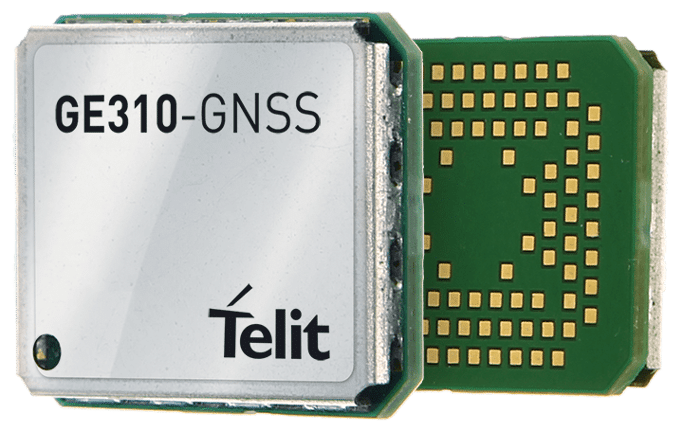
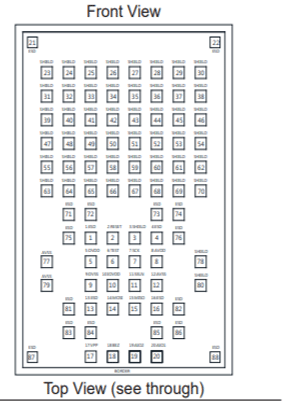
Part Number: GE310-GNSS
Make: TELIT
Dimensions: 18mm X 15mm X 2.2mm
Description: Automated Manufacturing Process Friendly. Miniature and Futureproof footprint. BT 4.0 Transceiver. GPS, GLONASS, Galileo and Beidou navigation, Ideal solution for applications such as asset management, utilities, and telematics. Battery-friendly operation with 2.8V GPIOS.